

Cuando un cierre mecánico posee un alto valor y las condiciones de sus componentes lo permiten, existe la posibilidad de repararlo, consiguiendo así un ahorro significativo en el mantenimiento de un sistema.
Operaciones de reparación en sellos mecánicos
Las operaciones realizadas en la reparación de un sello mecánico son básicamente:
- Rectificado/lapeado de las caras de roce.
- Saneamiento/fabricación de componentes metálicos.
- Sustitución de sellos secundarios.
Rectificado/lapeado de las caras de roce en sellos mecánicos
Las caras de roce de un sello mecánico suelen ser los componentes más dañados después de cierto uso. Para repararlas se necesita volver a dotarlas de la planitud y rugosidad necesarias para su buen funcionamiento. Para ello, se realiza el lapeado. Este proceso consiste en pulir las caras de roce con el objetivo de eliminar las capas dañadas y devolver la planitud y rugosidad a las mismas.
Existen diferentes opciones de lapeado que, en función de la profundidad de los daños de las caras, permiten eliminar mayor o menor cantidad de material y obtener un acabado con diferentes rugosidades. Para conseguirlo, se utilizan planos de pulido de diferentes materiales; además de, fluidos abrasivos con distintas micrometríass.

Lapeado para caras de roce en materiales duros .- Si las caras de roce están fabricadas en un material muy duro como Carburo de Silicio o Widia y el daño es muy profundo, se aconseja realizar un rectificado previo al lapeado, para conseguir eliminar mayor cantidad de material dañado.
Si el daño es irreversible, se puede recurrir a proceso de insertado para garantizar un plazo de entrega reducido. Este proceso consiste en fabricar un cuerpo en acero para después insertar mediante interferencia térmica y resina anaeróbica, un anillo de material duro que trabajará como cara de roce.
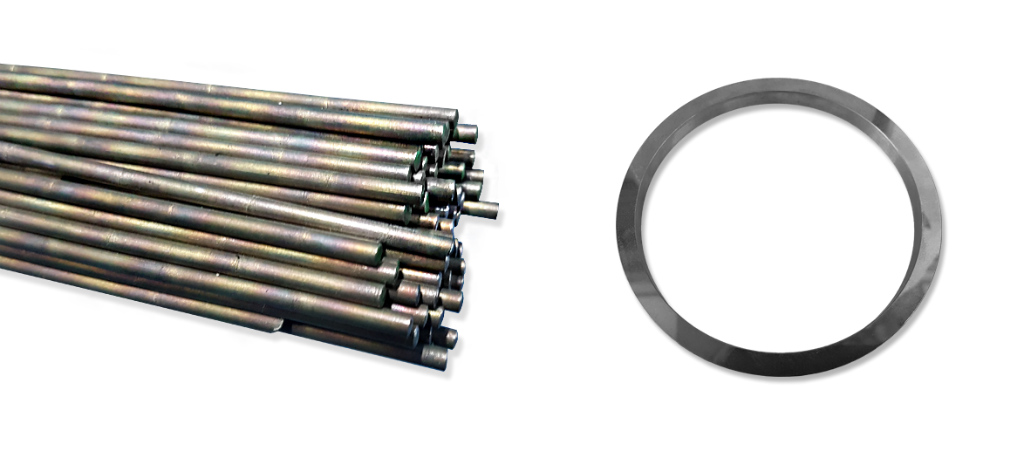
Lapeado para caras de roce en materiales blandos.- Si las caras de roce están fabricadas en materiales blandos como Grafito, Antimonio, PTFE o Acero, se aconseja fabricarlas nuevas a partir de cilindros macizos de materia prima.

Para las caras de roce en acero así como otros componentes metálicos de desgaste del sello mecánico, se puede realizar una aportación superficial de aleación endurecida llamada estellite, se aporta mediante soldadura y posterior mecanizado, para finalmente aplicar el lapeado.
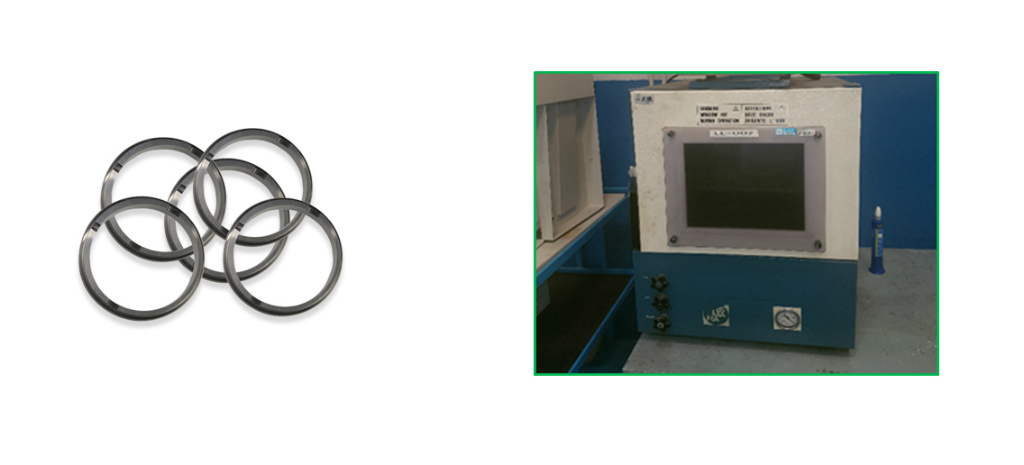
Tras realizar el lapeado se comprueba la planitud con una lámpara de emisión monocromática.
Saneamiento/fabricación de componentes metálicos en sellos mecánicos
Otra operación básica en la reparación de sellos mecánicos es la recuperación de partes metálicas. Para ello, se realiza una limpieza exhaustiva de las mismas, aplicando un baño de ultrasonidos y jabones especiales, con el fin de disolver los residuos que tengan adheridos e incluso pequeños daños por corrosión.

Para daños más profundos como golpes, arañazos o corrosión superficial se procede a arenar las piezas mediante la proyección de partículas de corindón con aire a presión. Este proceso permite: un acabado uniforme en el material y volver a utilizar la mayoría de los componentes metálicos.

Cuando los daños son demasiado importantes es aconsejable fabricarlos nuevos a partir de materia prima.
Sustitución de sellos mecánicos secundarios
El siguiente proceso es la sustitución de los sellos mecánicos secundarios como juntas tóricas, juntas planas, retenes, etc. Para ello se utilizan componentes del mismo material que la muestra que se está reparando, pero en ocasiones se aconseja optar por materiales mejorados al detectar fallos importantes en los sellos de origen.
Por último, los sellos deben someterse a un control de calidad que puede incluir una prueba estática a presión.

En Lidering somos expertos en reparación y mejora de sellos mecánicos. Si estás interesado, contacta con nosotros.







